Tisti, ki se odločijo za zamenjavo cevovoda s plastično, bodo nedvomno cenili raznolikost vrst plastike, toda širok razpon povzroča tudi določene težave, saj vsaka vrsta zahteva posebno razmerje z njo med namestitvijo.
Naš članek vam bo povedal, kako zvariti polipropilenske cevi z lastnimi rokami. Upoštevamo, katere metode varjenja lahko uporabimo za to, kot tudi, za katere materiale, razen za polipropilen, so te metode uporabne.
Metode varjenja in njihova osnovna načela

Varjenje polipropilenskih cevi z lastnimi rokami
Varjenje polimernih cevi se lahko izvede na enega od treh načinov:
- čelni spoj;
- zvonček ali vtičnica;
- elektrofuzijska ali elektrofuzijska metoda.
Strojno varjenje polietilenskih cevi se uporablja samo za izdelke iz tega materiala, ni primerno za polipropilen, zato te metode ne bomo upoštevali.
Tehnologija omenjenih metod je drugačna, vendar obstajajo številna temeljna načela, ki jih morate upoštevati pri začetku varjenja.
Upoštevajte:
- Cevi morajo imeti enako debelino sten in enak premer, biti morajo kompatibilne tako kemično kot fizično (te informacije je mogoče dobiti pri proizvajalcu).
- PPred začetkom dela je treba konce cevi očistiti.
- Vredno je zmanjšati vpliv vremenskih razmer:
- segrejte prostor, ko je prenizektemperature;
- v odsotnosti oken in prisotnosti vetra ustvarite oviro iz katerega koli materiala (kot je šotor);
- Z obilico sonca varjene površine zaščitite pred neposredno sončno svetlobo, da se izognete pregrevanju njihovih posameznih delov.
- Konci cevi, ki niso vključeni v varjenje, morajo biti zaprti s čepi, saj lahko hladen zrak zniža temperaturo delov, ki jih je treba variti, pod zahtevanimi (razen pri hladnem varjenju cevi).
- Pri samem postopku varjenja polipropilenskih cevi in med hlajenjem je treba izključiti kakršne koli mehanske učinke na cevi.
Varjenje cevi
Varjenje cevi ima drugo ime - "spenjanje", saj se priključitev cevi izvaja z uporabo fitingov, imenovanih spojnice.
Fitingi, kot so cevi, je treba kupiti v rezervi v primeru neuspešnega varjenja, zlasti če ga prvič izvedete s zamenjavo cevi v stanovanju ali hiši .
Ta metoda zahteva posebno opremo za varjenje polipropilenskih cevi, ki je varilni stroj, ki se imenuje tudi spajkalnik. Spajkalnik je opremljen s kompletom šob, ki ustrezajo premeru večini standardnih cevi.
Površine, ki se v tem primeru varijo, so notranjost armature in zunanja stran polipropilenske cevi.
Obe površini se segrejeta z varilno šobo, ki jo sestavljajo naslednji sestavni deli:
- trn -polovico za segrevanje okovja;
- rokav - polovica za ogrevanje konca cevi.
Varjenje cevi se izvaja na naslednji način:
- Varilni aparat se segreje na želeno temperaturo.
- Pritrditev se namesti na trn (to dejanje ponavadi zahteva malo napora), dokler se ne ustavi. Hkrati je konec polipropilenske cevi nameščen na tulcu, dokler se ne ustavi. Takšne ukrepe je treba izvesti čim prej.
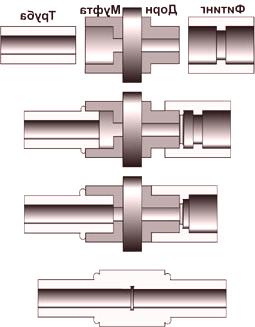
Položaj armature in cevi v vseh fazah varjenja: pred segrevanjem, na začetku in na koncu ogrevanja, vrsto dokončanega priključka
. - Zunanji premer obloge je nekoliko večji od notranjega premera cevi, notranji premer armature pa je nekoliko manjši od zunanjega premera trna. med segrevanjem se presežek zunanje plasti cevi tali in iztisne v obliki valja, imenovanega toča. Zmanjšanje premera omogoča, da cev vstopi v šobo za varjenje. Podobno se burr stisne na površino priključka, tako da se popolnoma poravna s trnom. Podrobnosti se premikajo vse do stene grelne šobe. Ta trenutek se čuti z roko, ko pride, je izjemno pomembno, da se ustavi nadaljnji pritisk na dele.
- Poleg tega morajo biti deli v tem položaju v ustreznem času ogrevanja.

Varljivi deli, ki se nosijo na grelnem elementu
- Po preteku te praznine se okovja hitro odstrani, nato se cev odstrani iz šobe in se oba dela združita, dokler se ne ustavi. Pohlajenje izkaže integralno polipropilensko podrobnost.
- Nato je druga cev varjena na drugi konec okovja.
Nasvet!
Če nameravate stroj uporabljati samo za varjenje cevi, bi bilo bolj ekonomično, če ga ne bi kupili, ampak ga najemali.
Kakovost prejete povezave je neposredno odvisna od pravilnosti izvedenih ukrepov.
Najpogostejše napake so naslednje:
- Med poravnavo cev ni popolnoma vstavljena v priključek, zaradi česar se med njim in notranjim omejevalnikom oblikuje reža. Navzven bo ta povezava videti normalno, znotraj pa bo del z večjim notranjim premerom cevi in manjša debelina stene.
- Prekomerna prizadevanja pri združevanju delov povzročajo tudi težave z zanesljivostjo povezave. Torej, pod pritiskom notranjega omejevalnika v notranjosti cevi, se tvori dodatna obloga, ki bo še dodatno ovirala pretok vode ali plina.
Elektrofuzijsko varjenje

Videz elektroopreme
Ta metoda zahteva uporabo naprave za elektrofuzijsko varjenje, sam postopek pa se izvaja z uporabo polietilenskih elektrofuzijskih fitingov. Pri takšni vgradnji so nameščene posebne prevodne spirale, ki so grelni element.
V postopku ogrevanja tega elementa se del mase fitinga stopi in poveže s plastiko same cevi. Ker grelni element ostaja v sredini cevi,povezava je zelo vzdržljiva, čeprav precej draga. Najpogosteje se pri vgradnji plinovodov uporablja elektrofuzijska metoda.
Elektrofuzijsko varjenje plastičnih cevi z lastnimi rokami je naslednje:
- Cevi razrežite na želeno dolžino.
- Pripravite varilni stroj v skladu z navodili.
- Razmaščite in očistite združene dele od onesnaženja in oksidirane plasti - zunanji del cevi in notranji del električnega priključka.
- Na cev je nameščena oznaka, ki signalizira mejo vstopa cevi v električni priključek.
- Cev vstavite v armaturo in jo pritrdite v stabilen položaj, saj lahko med ogrevanjem priključek potisne konec cevi zaradi toplotnega raztezanja.

Montažo polipropilenskih cevi z lastnimi rokami lahko opravite z uporabo pozicionerja za stabilnost delov
. - Varilni aparat je povezan s priključkom s pomočjo kontaktnih žic. Pritisnite gumb "start" na napravi. Konec varjenja se pojavi samodejno, ko je stroj izklopljen.
- Deli se pustijo sami do popolnega hlajenja. Najmanj eno uro mora preiti od zaključka varilnih del do uporabe zgloba.
Opisana metoda se lahko uporablja tudi za varjenje polietilenskih cevi iz modifikacije PE. Treba je opozoriti, da varjenje PVC cevi, kot tudi PEX polietilen s pomočjo električnih priključkov ni izvedeno (ti materiali so pritrjeni samo z mehanskimi postopki).
Upamo, da boste zdaj zlahka našli metodovarjenje, ki je primerno za vaš cevovod, na primer zamenjava cevi v kadi in je enako enostaven za uporabo