Kjer se uporabljajo profilne cevi in kako koristne so - na videz razumljive.
In kako in na kakšni opremi so izdelani?

To je sorazmerno majhna linija, ki proizvaja cevi majhne oblike
.Kot je znano, so oblikovane cevi že zdavnaj prevzele svoje mesto na več področjih:
- Gradnja kovinskih konstrukcij in zgradb, ki temeljijo na njih;
- izdelava rastlinjakov, hlevov in nadstreškov;
- proizvodnja komercialne opreme;
- Ustvarjanje raznih okrasnih (in samo funkcionalnih) ograj, ograj in ograj;
- Nazadnje, oblikovane cevi so bile v pohištveni industriji široko in dolgo uporabljene.

Strogo gledano so oblikovane cevi lahko izdelane ne samo iz kovine. V primeru plastike pa je tehnologija popolnoma drugačna
.Tehnologija
Proizvodnja oblikovane cevi iz končne okrogle cevi zahteva vsaj prisotnost posebnih valjev, ki razvijajo veliko silo .
Nastali produkt bo navzven popolnoma ustrezal običajnim idejam o kvadratni in pravokotni cevi .
Vendar pa glede trdnosti in trajnosti konstrukcije, izdelane iz takega improviziranega materiala, ne drži vode. Proizvodnja oblikovanih cevi za celoten cikel vključuje strogo določeno zaporedje operacij.
Nasvet: če ne boste izdelali profilne cevi za nosilne konstrukcije velikih zgradb, je to relativno preprostoin cenovno ugoden stroj za izdelavo oblikovane cevi iz končnega kroga ima pravico do življenja.
Trdnost pridobljenega proizvoda bo v izobilju dovolj za potrebe zasebne gradnje, zlasti za pohištvo, lope in rastlinjake.

Za take strukture ni potrebna večja moč
.Obdelovalni trak
Na črti, ki proizvaja profilne cevi na celotnem ciklu, kovina vstopa v obliki traku - valjane v pločevini zahtevane debeline. To so surovine, ki jih prinašajo jeklarne.

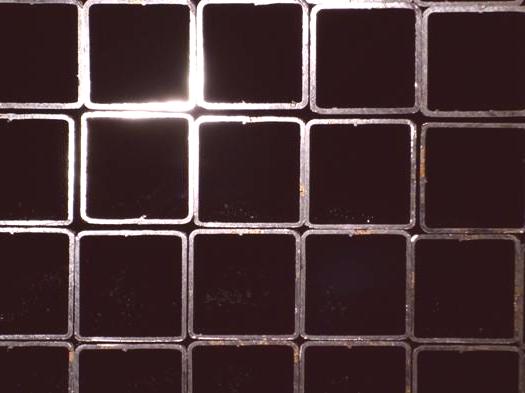
Profilne cevi. Začetek
Ker je trak praviloma veliko širši od roba, ki se zahteva za izdelavo cevi, ga je treba razrezati na dolžino. Oprema za izdelavo cevi s polnim profilom vključuje namensko enoto za rezanje, na izhodu katere je mogoče videti širine trakov od 50 milimetrov.

Ti trakovi so valjani v cevi
.Trakovi so privarjeni v zvezni trak zahtevane širine, ki je ponovno navit na boben. To je potrebno za oblikovanje tehnološke rezerve materiala, ki zagotavlja kontinuiteto proizvodnje. Preprosto povedano - tako, da ko trak konča, valjčki ne mirujejo.
Oblikovanje in varjenje okrogle cevi
Nato trak vstopi v oblikovalni mlin, kjer se v več stojalih za zvijanje oblikuje neskončna cevna oblika okroglega preseka. V najpogostejšem tehnološkem ciklu je izdelava profilne cevi na tej stopnjiprehaja brez ogrevanja, s hladnim trakom iz jekla.
V celoti oblikovan, vendar z odprtim šivom, cev prehaja skozi varilno enoto, kjer so njeni robovi zvarjeni skupaj z visokofrekvenčnimi tokovi. Ker valjčki med tem postopkom še naprej stiskajo robove cevi, se talina iztisne iz notranjosti cevi in zunaj nje, tako da nastane tako imenovana burr. Takoj je odstranil sekalec. Naslednja operacija, ki vključuje proizvodnjo jedrnih cevi - hlajenje.
Profiliranje
Emulzijsko hlajen obdelovanec prehaja skozi umeritvene valje, ki cev ustvarjajo enakomerno in enakomerno po celotnem obdelovancu.
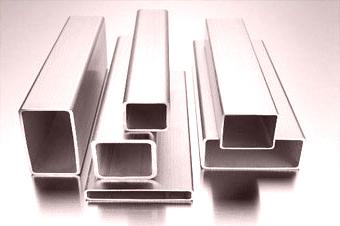
Naslednja stopnja je še en zvitek, ki s stiskanjem okrogle gredice s štirih strani tvori dejanski končni proizvod - kvadratno ali pravokotno cev. Izdelava ovalne ali ploske ovalne cevi je tehnološko drugačna le v tem, da je mogoče brez enega para valjev.

Oblikovanje velikega profila zahteva velik napor in težko opremo
.Neprekinjeno hlajenje cevi se ne ustavi pri oblikovanju želenega profila in pri rezanju zvezne gredice z žago v oblikovane cevi želene velikosti .
Nadzor
-
Preskušanje vrtinčnih tokov . Strogo rečeno, ta postopek običajno poteka pred rezanjem zvezne gredice.
Metoda nadzora temelji na dejstvu, daNa električne in magnetne lastnosti materiala vplivata njegova kemična sestava, prisotnost različnih notranjih votlin, napak in napetosti.

Detektor razpok na vrtinčne tokove navdušuje s svojo kompleksnostjo
.
- Vizualni pregled . Linija za izdelavo profilnih cevi mora v končni fazi proizvodnje nujno vključevati preprost pregled izdelka. Nekaterih napak, ki nastanejo zaradi obrabe ali poškodbe valjev, detektor razpok ne bo prikazal.
Toplotna obdelava
Konćne cevi se segrejejo, nato pa se ohladijo. Hkrati izginejo vse notranje napetosti, ki so neizogibne med prisilno deformacijo jekla. Če je ta del cikla vključen v proizvodnjo - se izkaže, da je profilna cev veliko trajnejša.
Nasvet: če za oblikovanje cevi uporabljate preproste ročno izdelane valje, ni treba popolnoma opustiti tega dela cikla. Kjer je potrebna znatna trdnost in je predvidena velika stranska obraba cevi, nič ne preprečuje ogrevanja cevi s preprostim ventilatorjem.
Oprema
Na splošno smo o tem že govorili, vendar ga ponovno formuliramo.
Profilne cevi se lahko proizvajajo:
- Na celotnem ciklu. V tem primeru je izhodni material trak - jeklena ploska polena;
- Oblikovanje v zvitkih želenega profila iz končne okrogle cevi.
V prvem primeru se dejansko ukvarjamo z majhno tovarno. Oprema za proizvodnjopolno profilna cev vključuje več zelo velikih, energetsko intenzivnih in izjemno dragih strojev, ki bodo zahtevali ustrezno sobo.

Oprema za izdelavo polnega cikla prizadene svojo velikost in stroške
.Po drugi strani pa je oprema za izdelavo oblikovane cevi iz krožne cevi stroj, vreden le nekaj deset tisoč rubljev, ki se lahko namesti v katero koli skladišče.
Seveda je treba upoštevati precej visoko raven hrupa, ki je med proizvodnjo neizogibna. Tak stroj vključuje le vlečni mehanizem in štiri zvitke za dejansko oblikovanje profila.

Ta mehanizem je veliko enostavnejši. Ne potrebuje niti montaže na pripravljen okvir
.Zaključek
Upajmo, da ste iz članka dobili koristne informacije, ki ste jih iskali. Več informacij o vrstah in stroških opreme najdete v katalogih proizvajalcev. Vso srečo pri iskanju!