V tem članku bomo poskušali razumeti, kako so izdelane pravokotne cevi; kateri regulativni dokumenti bi morali upoštevati njihovi proizvajalci; kakšne velikosti so te cevi narejene in za kaj jih je mogoče uporabiti.
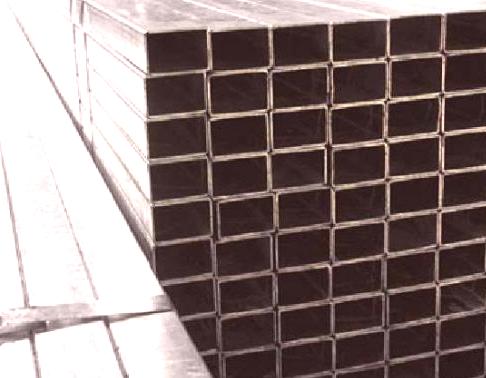
Junak tega članka zamuja zalogo.
Proizvodnja
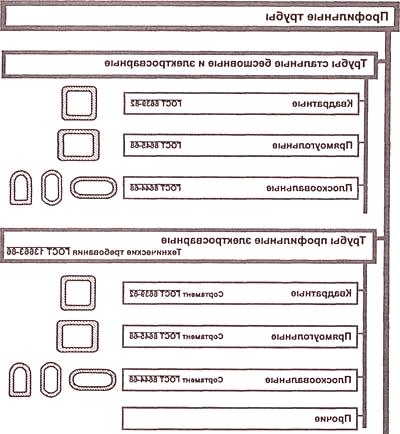
Začnimo z branjem standardne glave. V GOST 8645 je belo napisana v ruščini:
Ta standard se uporablja za brezšivne jeklene toplo valjane, hladno vlečene in električne varjene pravokotne cevi.
V okviru tega standarda se cevi proizvajajo z vsemi mogočimi industrijskimi metodami. Kako izgleda ta produkcija v vsakem posameznem primeru?
Električno varjene
Varjene pravokotne jeklene cevi se razlikujejo od brezšivnih cevi predvsem s surovinami, iz katerih so izdelane. Cevi so narejene iz ravne pločevine. Vendar pa iz metalurških obratov prihaja v zvitkih.

Pred seboj imamo surovine za električne varjene cevi.
Glavne faze proizvodnje varjenih cevi so naslednje:
- Trak se odvija iz zvitka in narezuje na vzdolžne trakove zahtevane širine.
- Ti trakovi so privarjeni v neskončni trak, ki je navit na boben. To zagotavlja kontinuiteto proizvodnje.
- Po potrebi se jekleni trak odvija in vstopa v oblikovalne valje. Tam se trak enostavno zloži v cev; njegovi robovi se dotikajo, vendar niso fiksni.
- Na vrsti je varjenje, ki je dalo ime proizvodni metodi. Robovi obdelovanca se zvarijo skupaj in tvorijo krožno neskončno cev. Varjenje se lahko izvaja na različne načine: z električnim oblokom z volframovo elektrodo v okolju inertnega plina; visokofrekvenčni tokovi (indukcijsko varjenje); plazemski, laserski in celo elektronski žarki. Slednja metoda je draga in izjemno redka eksotična, preprosto zato, ker se celoten postopek varjenja odvija v visokem vakuumu.
Upoštevajte: najpogostejše cevi, izdelane z obločnim varjenjem v inertnem plinu (TIG, plin za vstavljanje volframa) in varjene z indukcijskimi tokovi (HF, High Frequency). Slednje so cenejše zaradi višjih hitrosti varjenja z indukcijskimi tokovi; šiv prvega pa je približno 20 odstotkov močnejši. Obloček tali kovino na večji razdalji od šiva, kar zagotavlja boljše varjenje robov. Za domačo in dekorativno uporabo je trdnost HF varjenih cevi povsem zadostna. Če govorimo o podpornih strukturah, ki zahtevajo posebno visoko trdnost - je smiselno ostati na TIG ali celo brezšivnih ceveh.

To je del proge, ki proizvaja varjene cevi.
- Nato cev vstopi v kalibrirne zvitke in mu daje pravokotno obliko;
- Nato zdaj pravokotna jeklena cev vstopi v detektor razpoke. Po GOST mora biti pravokotna jeklena cev obvezno preverjena.

In takoizgleda detektor napak. Stari, nameščen v Terry Sovjetskih časih. Zanimivo je, da bo sedanji živel toliko?
- Pregledana cev je razrezana na kose zahtevane dolžine;
- Rezane cevi se vizualno pregledajo. Poleg kakovosti šiva je pomembna tudi pravilna geometrija cevi; obraba ali trzanje valjev lahko to moti.
- Nato se cevi zapakirajo in pošljejo v skladišče končnih izdelkov.
Brezšivne vroče deformirane cevi
Glavna razlika med brezšivnimi jeklenimi cevi in električno varjenimi je, da so vse brezšivne izdelane iz okroglih gred.
Tehnologija proizvodnje pravokotne cevi iz tako imenovane palice - jeklenega monolitnega valja, surovin, ki prihajajo iz metalurgov - na kratko je naslednja:
- Gredica se segreva v peči na temperaturo tik nad točko rekristalizacije jekla. Kovina postane raztegljiva in se enostavno deformira;

Večina postopkov se izvaja z rdečimi gredicami.
- Nato se izkaže, da je na prebodnem stiskalniku, kjer je votlo eno pridobljeno iz monolitnega valja. Po končanem stiskanju vreteno ostane v prihodnji cevi;
- Gredica (sedaj imenovana rokav) poteka zaporedoma na več skupin valjev, pri čemer se še vroča in duktilna kovina navije na trnu, izvleče, pridobiva zahtevani premer in debelino stene;
- Končno so oblikovani valjčki za profiliranjepravokotna cev iz gredice, ki kalibrira njene točne mere;
- Po tem se cev ohladi z vodo, reže in shrani. Ni zvara, zato ne potrebuje detektorja razpok; vizualni pregled pred skladiščenjem.
Cevi brezšivne hladno vlečene
Hladno oblikovane (hladno valjane) jeklene pravokotne cevi se načeloma proizvajajo na enak način kot prejšnje; edina razlika je v tem, da se po stiskanju firmwarea rokav ohladi z vodo. V skladu s tem poteka vsa obdelava v hladnem stanju; pri nizkih temperaturah se okrogla gredica pretvori v pravokotno oblikovano cev .

Eden od neštetih valjev, ki preide obdelovanec na poti od jekla do pravokotne cevi.
Pomembno: obvezna faza proizvodnje hladno valjane cevi (oblikovane ali okrogle) je končna toplotna obdelava. Cev se segreje na temperaturo prekristalizacije jekla in se ohladi. Postopek je potreben, da se odpravimo neizogibne napetosti v kovini po hladni deformaciji. Dramatično zmanjšujejo trdnost in vzdržljivost vsake konstrukcije cevi.
Posebni primer
Ne zamudite ničesar: oblikovane okrogle cevi lahko profilirate tudi z valji. Takšni izdelki imajo dimenzije izven območja, ki ga predpisujejo standardi; po hladni deformaciji cevi običajno niso toplotno obdelane.
Strošek je prav tako precej velik: navsezadnje je prodajalec okroglih cevi neizogibenvključi v stroške izdelka dobiček Vendar, če metoda obstaja in se uporablja - to pomeni, da je koristna za nekoga ...
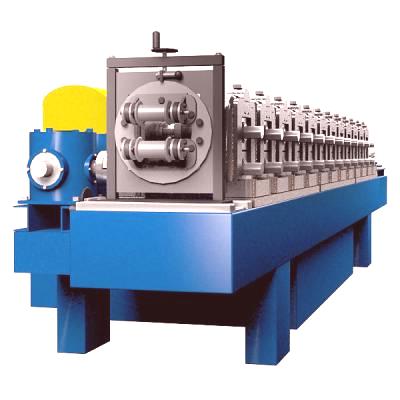
Valji, ki proizvajajo okroglo oblikovano cev, so lahko precej zmerni.
Regulativni dokumenti in ponudba izdelkov
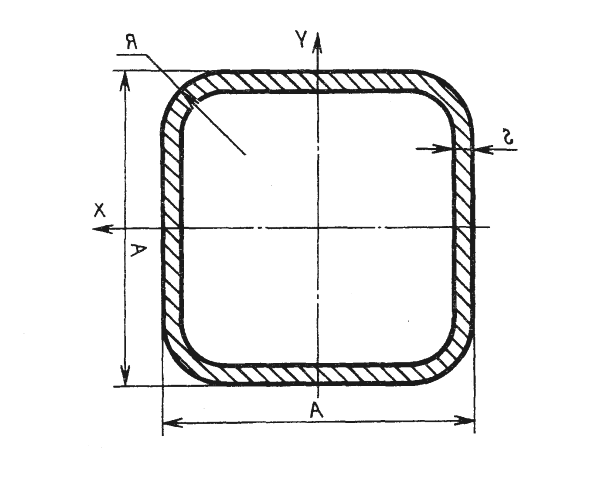
V skladu z GOST 8645 je izdelanih 68 pravokotnih jeklenih cevi v naslednjih velikostih:
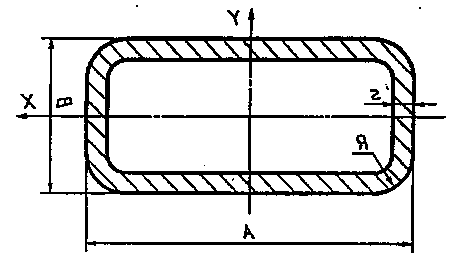
Prerez jeklene pravokotne cevi
|
A |
|
|
Sektorsko območje, |
Teža 1 m, kg |
|
mm |
cm2 |
|||
|
1 |
0.443 |
0.348 |
||
|
15 |
10 |
1.5 |
0,621 |
0.488 |
|
2 |
0.771 |
0.605 |
||
|
1 |
0.543 |
0,426 |
||
|
10 |
1.5 |
0,771 |
0,605 |
|
|
20 |
2 |
0.971 |
0,762 |
|
|
1 |
0,643 |
0.505 |
||
|
15 |
1.5 |
0.921 |
0.723 |
|
|
2 |
1.17 |
0.919 |
||
|
2,5 |
1.39 |
1.09 |
||
|
1 |
0.643 |
0.505 |
||
|
1.5 |
0.921 |
0,723 |
||
|
10 |
2 |
0,17 |
0.919 |
|
|
25 |
2,5 |
1.39 |
1.09 |
|
|
1 |
0,743 |
0.583 |
||
|
15 |
1.5 |
1.07 |
0,841 |
|
|
2 |
1.37 |
1.08 |
||
|
2.5 |
1.64 |
1.29 |
||
|
1 |
0,743 |
0.583 |
||
|
1.5 |
1.07 |
0,841 |
||
|
10 |
2 |
1.37 |
1.08 |
|
|
2,5 |
1.64 |
1.29 |
||
|
3 |
1.88 |
1.48 |
||
|
1 |
0.843 |
0,661 |
||
|
1.5 |
1.22 |
0,959 |
||
|
30 |
15 |
2 |
1.57 |
1,23 |
|
2,5 |
1.89 |
1.48 |
||
|
3 |
2.18 |
1.71 |
||
|
1 |
0.943 |
0,740 |
||
|
1.5 |
1.37 |
1.08 |
||
|
20 |
2 |
1.77 |
1.39 |
|
|
2,5 |
2.14 |
1.68 |
||
|
3 |
2.48 |
1.95 |
||
|
1.5 |
1.37 |
1.08 |
||
|
2 |
1.77 |
1.39 |
||
|
15 |
2,5 |
2.14 |
1.68 |
|
|
3 |
2.48 |
1.95 |
||
|
3.5 |
2,80 |
2.20 |
||
|
1.5 |
1,52 |
1.19 |
||
|
2 |
1.97 |
1.55 |
||
|
35 |
20 |
2,5 |
2.39 |
1.88 |
|
3 |
2.78 |
2.19 |
||
|
3.5 |
3.15 |
2,47 |
||
|
1.5 |
1.67 |
1.31 |
||
|
2 |
2.17 |
1.70 |
||
|
25 |
2,5 |
2,64 |
2.07 |
|
|
3 |
3.08 |
2.42 |
||
|
3.5 |
3,50 |
2.75 |
||
|
2 |
1.97 |
1.55 |
||
|
2,5 |
2.39 |
1.88 |
||
|
15 |
3 |
2,78 |
2.19 |
|
|
3.5 |
3.15 |
2,47 |
||
|
4 |
3,48 |
2,73 |
||
|
2 |
2.17 |
1.70 |
||
|
2,5 |
2,64 |
2.07 |
||
|
20 |
3 |
3.08 |
2.42 |
|
|
3.5 |
3,50 |
2,75 |
||
|
40 |
4 |
3,88 |
3.05 |
|
|
2 |
2.37 |
1.86 |
||
|
2.5 |
2.89 |
2.27 |
||
|
25 |
3 |
3.38 |
2.66 |
|
|
3.5 |
3,85 |
3.02 |
||
|
4 |
4.28 |
3,36 |
||
|
2 |
2.57 |
2.02 |
||
|
2.5 |
3.14 |
2.47 |
||
|
30 |
3 |
3.68 |
2.89 |
|
|
3.5 |
4.20 |
3,30 |
||
|
4 |
4.68 |
3.68 |
||
|
2 |
2.25 |
1.77 |
||
|
2.5 |
2,74 |
2.15 |
||
|
20 |
3 |
3.20 |
2.52 |
|
|
3.5 |
3,64 |
2.86 |
||
|
|
4 |
4.04 |
3.17 |
|
|
2 |
2.65 |
2.08 |
||
|
2.5 |
3.24 |
2.54 |
||
|
30 |
3 |
3,80 |
2,99 |
|
|
3.5 |
4.34 |
3.41 |
||
|
4 |
4.84 |
3,80 |
||
|
2 |
2.37 |
1.86 |
||
|
2,5 |
2,89 |
2.27 |
||
|
20 |
3 |
3,38 |
2.66 |
|
|
3.5 |
3,85 |
3.02 |
||
|
45 |
4 |
4.28 |
3,36 |
|
|
2 |
2,77 |
2.17 |
||
|
2,5 |
3,39 |
2.66 |
||
|
30 |
3 |
3,98 |
3.13 |
|
|
3.5 |
4.55 |
3,57 |
||
|
4 |
5.08 |
3,99 |
||
|
2 |
2,77 |
2.17 |
||
|
2,5 |
3,39 |
2.66 |
||
|
25 |
3 |
3,98 |
3.13 |
|
|
3.5 |
4,55 |
3,57 |
||
|
4 |
5.08 |
3,99 |
||
|
2 |
2,97 |
2.32 |
||
|
2,5 |
3,64 |
2,86 |
||
|
30 |
3 |
4.28 |
3.36 |
|
|
3.5 |
4,90 |
3,85 |
||
|
50 |
4 |
5,48 |
4,30 |
|
|
2 |
3.17 |
2.49 |
||
|
2.5 |
3,89 |
3.09 |
||
|
35 |
3 |
4.58 |
3,60 |
|
|
3.5 |
5.25 |
4.12 |
||
|
4 |
5.88 |
4,62 |
||
|
2 |
3.37 |
2.65 |
||
|
2.5 |
4.14 |
3.25 |
||
|
40 |
3 |
4,88 |
3,83 |
|
|
3.5 |
5,60 |
4.39 |
||
|
4 |
6.28 |
4,93 |
||
|
2,5 |
3,89 |
3.05 |
||
|
3 |
4.58 |
3,60 |
||
|
25 |
3.5 |
5.25 |
4.12 |
|
|
4 |
5,88 |
4,62 |
||
|
5 |
7.07 |
5.55 |
||
|
2.5 |
4.14 |
3.25 |
||
|
3 |
4,88 |
3,83 |
||
|
60 |
30 |
3.5 |
5,60 |
4,39 |
|
4 |
6.28 |
4,93 |
||
|
5 |
7.57 |
5,94 |
||
|
3 |
5,48 |
4,30 |
||
|
40 |
3.5 |
6.30 |
4.94 |
|
|
4 |
7.08 |
5.56 |
||
|
5 |
8.57 |
6,73 |
||
|
3 |
5.48 |
4,30 |
||
|
3.5 |
6.30 |
4.94 |
||
|
30 |
4 |
7.08 |
5.56 |
|
|
5 |
8.57 |
6,73 |
||
|
6 |
9.94 |
7,80 |
||
|
3 |
6.08 |
4,78 |
||
|
3.5 |
7.00 |
5,49 |
||
|
70 |
40 |
4 |
7,88 |
6.19 |
|
5 |
9.57 |
7,51 |
||
|
6 |
11.14 |
8.75 |
||
|
3 |
6.68 |
5,25 |
||
|
3.5 |
7,70 |
6.04 |
||
|
50 |
4 |
8.68 |
6.82 |
|
|
5 |
10.57 |
8.30 |
||
|
6 |
12.34 |
9.69 |
||
|
3 |
6.68 |
5.25 |
||
|
3.5 |
7.70 |
6.04 |
||
|
40 |
4 |
8.68 |
6.82 |
|
|
5 |
10,57 |
8,30 |
||
|
6 |
12.34 |
9.69 |
||
|
7 |
14.00 |
10,99 |
||
|
3 |
7,28 |
5.72 |
||
|
80 |
50 |
3.5 |
8,40 |
6,59 |
|
4 |
9.48 |
7,44 |
||
|
3.5 |
9.10 |
7.14 |
||
|
4 |
10.28 |
8.07 |
||
|
60 |
5 |
12.57 |
9.87 |
|
|
6 |
14.74 |
11.57 |
||
|
7 |
16,80 |
13,19 |
||
|
3.5 |
8,40 |
6.59 |
||
|
4 |
9.48 |
7.44 |
||
|
40 |
5 |
11.57 |
9.08 |
|
|
6 |
13,54 |
10.63 |
||
|
90 |
7 |
15.40 |
12.09 |
|
|
4 |
11.08 |
8,70 |
||
|
60 |
5 |
13.57 |
10.65 |
|
|
6 |
15.94 |
12.51 |
||
|
7 |
18.20 |
14.29 |
||
|
4 |
10.28 |
8.07 |
||
|
40 |
5 |
12.57 |
9.87 |
|
|
6 |
14.74 |
11.57 |
||
|
7 |
16,80 |
13.19 |
||
|
4 |
11.08 |
8,70 |
||
|
100 |
50 |
5 |
13.57 |
10.65 |
|
6 |
15.94 |
12.51 |
||
|
7 |
18.20 |
14.29 |
||
|
4 |
12.68 |
9.96 |
||
|
70 |
5 |
15.57 |
12.22 |
|
|
6 |
18.34 |
14.40 |
||
|
7 |
21.00 |
16.48 |
||
|
4 |
11.08 |
8,70 |
||
|
40 |
5 |
13.57 |
10.65 |
|
|
6 |
15.94 |
12.51 |
||
|
7 |
18.20 |
14.29 |
||
|
4 |
11.88 |
9.33 |
||
|
110 |
50 |
5 |
14.57 |
11.44 |
|
6 |
17,14 |
13.46 |
||
|
7 |
19,60 |
15.38 |
||
|
4 |
12.68 |
9.96 |
||
|
60 |
5 |
15.57 |
12,22 |
|
|
6 |
18.34 |
14.40 |
||
|
7 |
21.00 |
16.48 |
||
|
5 |
14.57 |
11.44 |
||
|
6 |
17.14 |
13.46 |
||
|
40 |
7 |
19,60 |
15.38 |
|
|
8 |
21.94 |
17,22 |
||
|
5 |
16.57 |
13.00 |
||
|
6 |
19.54 |
15.34 |
||
|
120 |
60 |
7 |
22.40 |
17.58 |
|
8 |
25.14 |
19.73 |
||
|
5 |
18.57 |
14.58 |
||
|
6 |
21.94 |
17,22 |
||
|
80 |
7 |
25.20 |
19.78 |
|
|
8 |
28.34 |
22.25 |
||
|
5 |
18.57 |
14.58 |
||
|
60 |
6 |
21.94 |
17,22 |
|
|
7 |
25.20 |
19.78 |
||
|
8 |
28.34 |
22.25 |
||
|
5 |
20.57 |
16.15 |
||
|
140 |
80 |
6 |
24.34 |
19.11 |
|
7 |
28.00 |
21.98 |
||
|
8 |
31,54 |
24.76 |
||
|
6 |
29.14 |
22.88 |
||
|
120 |
7 |
33,60 |
26.37 |
|
|
8 |
37.94 |
29.78 |
||
|
9 |
42,17 |
33,10 |
||
|
6 |
25,54 |
20.05 |
||
|
7 |
29.40 |
23.08 |
||
|
80 |
8 |
33,14 |
26.01 |
|
|
9 |
36.77 |
28.86 |
||
|
150 |
10 |
40.28 |
31.62 |
|
|
6 |
27.94 |
21.93 |
||
|
7 |
32.20 |
25.28 |
||
|
100 |
8 |
36.34 |
28.53 |
|
|
9 |
40.37 |
31.69 |
||
|
10 |
44.28 |
34.76 |
||
|
7 |
33,60 |
26.37 |
||
|
8 |
37.94 |
29.78 |
||
|
80 |
9 |
42,17 |
33,10 |
|
|
10 |
46.28 |
36.33 |
||
|
12 |
54,17 |
42,52 |
||
|
8 |
41.14 |
32.29 |
||
|
180 |
9 |
45.77 |
35.93 |
|
|
100 |
10 |
50.28 |
39.47 |
|
|
12 |
58.97 |
46.29 |
||
|
8 |
49.14 |
38.57 |
||
|
150 |
9 |
54.77 |
42,99 |
|
|
10 |
60.28 |
47,32 |
||
|
12 |
70.97 |
55,71 |
Posebne velikosti:
|
28 |
25 |
1.5 |
1.46 |
1.15 |
|
28 |
25 |
2 |
1.89 |
1.49 |
|
28 |
25 |
2.5 |
2.29 |
1.80 |
|
40 |
25 |
1.5 |
1.82 |
1.43 |
|
40 |
28 |
1.5 |
1.91 |
1.50 |
|
40 |
28 |
2.0 |
2,49 |
1.95 |
|
40 |
28 |
2,5 |
3.04 |
2.39 |
|
70 |
50 |
7 |
14,0 |
10,99 |
|
90 |
50 |
3 |
7,88 |
6.19 |
|
140 |
60 |
3 |
11.48 |
9.02 |
|
150 |
60 |
7 |
26,60 |
20.88 |
|
160 |
130 |
8 |
42,74 |
33.55 |
|
180 |
145 |
20 |
107,13 |
84.10 |
|
190 |
120 |
12 |
66.17 |
51.94 |
|
196 |
170 |
18 |
113.24 |
88.99 |
|
200 |
120 |
8 |
47.54 |
37,32 |
|
230 |
100 |
8 |
49.14 |
38.57 |
|
Ime parametrov |
Omejitve dimenzij cevi s proizvodno natančnostjo |
|
|
normalno |
visoko |
|
| Zunanje dimenzije: | ||
| za brezšivne toplo valjane cevi |
± 1,5% |
± 1,25% |
| za brezšivne hladno oblikovane in električno varjene cevi do 30 mm |
± 0,3 mm |
± 0,25 mm |
| za brezšivne hladno oblikovane in električno varjene cevi z velikostmi od 30 do 50 mm |
± 0,4 mm |
± 0,3 mm |
| za brezšivne hladno oblikovane in električno varjene cevi več kot 50 mm |
± 0,8% |
± 0,8% |
| Debelina stene: | ||
| za vroče deformirane cevi | ||
| za hladno oblikovane (brezšivne in elektrolitske) cevi: | ||
| z debelino stene 3,5 mm |
± 12,5% |
± 12,5% |
| z debelino stene & gt; 3,5 mm |
± 12,5% |
± 10,0% |
| za električne varjene cevi |
± 10,0% |
± 10,0% |
| konkavna ali konveksna stran: | ||
| za brezšivne toplo valjane cevi s stranicami velikosti: | ||
| do 50 mm |
0,75 mm |
0,5 mm |
| sv. 50 "70 mm |
1,0 mm |
0,8 mm |
| "70" 100 mm |
1,5 mm |
1,2 mm |
| "100 mm |
2,0 mm |
1,5 mm |
| za brezšivne hladno oblikovane in električno varjene cevi s stranicami: | ||
| do 50 mm |
0,5 mm |
0,5 mm |
| sv. 50 "70 mm |
0,75 mm |
0,5 mm |
| "70 mm |
1,0 mm |
0,8 mm |
| Sukanje kvadratnih in pravokotnih cevi: | ||
| za elektro-varjene in brezšivne toplo valjane cevi, ne več kot |
- |
2 ° na 1 m Po dogovoru proizvajalca s potrošnikom |
| za hladno oblikovane cevi |
- |
Zaradi pravičnosti je še vedno nekoliko napačno določiti standard, ki opisuje kvadratne cevi v imenu pravokotne cevi.
Področja uporabe
Za kaj se lahko uporabi pravokotna jeklena cev?
Da bi to razumeli, moramo najprej obravnavati značilnosti take cevi,razlikovati od kroga.
- Pravokotna cev je veliko bolj upogibna . Poleg tega je njegova moč odvisna od vektorja obremenitve: ko je vzporedna s široko stranjo cevi (in seveda pravokotno na njeno os) - je moč največja.
- V primerjavi z okroglo, vsaka oblikovana cev izgubi pri maksimalnem tlaku, ki ga lahko prenese brez deformacije sten .
- Z enako debelino stene in specifično težo bo pravokotna cev precej manjša kot v okrogli cevi . Če je tako, bo njegov pretok veliko nižji.
Ugotovitve so očitne: uporabljena bo pravokotna cev, kjer je velika bočna obremenitev, in kategorično