Pravilno izvedena diagnostika v veliki meri določa, kako se bo izvajalo popravilo polipropilenskih cevi. Iz rezultatov tega postopka bo odvisna od stroškov popravila, čas njegovega izvajanja in končni rezultat.
Da bi olajšali izvajanje diagnostičnih del, podajamo opis možnih napak v polipropilenskih cevovodih ter opisujemo metode za odpravljanje napak.

Razpok plastike
Kaj storiti, ko se cev zlomi
Pri polaganju polipropilenskih cevovodov niso predvideni ukrepi za zaščito cevi pred zunanjimi vplivi .
To pogosto postane vzrok za nesreče v prihodnosti: na primer, celovitost cevovoda lahko moti delovanje bagra, ki kopa jarek ali temeljno jamo v bližini.
Ne glede na to, kako dobre so cevi za polipropilenske vode primerjane s proizvodi iz litega železa, vendar so v zadevah mehanske trdnosti precej slabše, zlasti pri zunanjih vplivnih učinkih. Ta vrsta škode je ena najpogostejših.
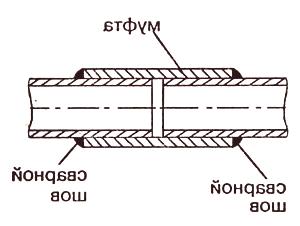
V takih primerih je treba poškodovani del zamenjati s celotno dolžino cevi, ki ima delovni tlak, ki ni nižji od tlaka v cevovodu. Dolžina cevi je pritrjena na cevovod z uporabo 2 električno varjenih spojk.
Obstaja pa tudi metoda pritrditve s posebnimi mehanskimi pritrdilnimi elementi, ki pa je dražja in manjzanesljivi. Uporablja se v primerih, ko je namestitev zelo težka, na primer pod vodo.
Odprava lokalnih poškodb cevi
Odprava lokalne poškodbe cevi
Če je poškodba cevi lokalne narave (npr. Vboda do 5 cm v premeru), bo dovolj, da se uporabi električno varjen čep (ali armaturna plošča).
Tako bo mogoče doseči znatne prihranke, zlasti pri uporabi polipropilenskih cevi velikega premera , kadar bo uporaba elektrofuzijskih spojnic zelo draga.
Hkrati se popravilo polipropilenskih cevi izvaja v dveh fazah:
- je pripravljena poškodovana cevna točka;
- varjenje obloge.
Vzroki uhajanja cevovodnih vozlišč
Iz različnih razlogov lahko pride do puščanja na vozliščih cevovodov.
Glavni so:
- različne kršitve tehnologije varjenih spojev;
- neuspešno popravilo: lahko pride do puščanja, če pri varjenju z elektrofuzijo oskrba z vodo ni popolnoma blokirana, ampak delno;
- napake v čelnem varjenju vodijo tudi do puščanja cevi v čelnih spojih;
- uporaba neprimernih materialov v napravi polipropilenskega cevovoda.
Nasvet!
Pogosto nastopijo izredne razmere, ker serviser pri opravljanju dela nima dovolj razumevanja lastnosti polipropilenskih cevi.
Namesto posvetovanja s strokovnjaki sprejema intuitivne odločitve, ki so napačne.
Napake pri ceveh pri varjenju na stisnjenem delu
Značilnosti zamenjave poškodovanih delov polipropilenske cevi
Najpogosteje se cevovod popravi z zamenjavo delov polipropilenskih cevi. Ta vrsta popravila se izvaja v več fazah
.Pregled poškodovanega območja
Praviloma se začne z zunanjim pregledom poškodovanega dela polipropilenske cevi. Opravite pregled, ugotovite območja z delnim ali popolnim razpokom cevi, pa tudi praske in razpoke.
V skladu s standardi globina poškodbe ne sme presegati 10% debeline stene cevi. V nasprotnem primeru je treba zamenjati del cevi s praskami ali razpokami.
Pripravljalna dela
Določite dolžino dela cevi, ki ga je treba zamenjati, in nato pripravite celotno dolžino cevi enake dolžine. Cevi se strižijo strogo pod pravim kotom na os cevi, sicer se pri postopku varjenja polipropilenskih cevi spirala električnega varilnega sklopa ne bo tesno dotikala cevi, pregrevala in izgorela.
Za rezanje polipropilenskih cevi uporabite posebne rezalne cevi ali druga rezalna orodja, primerna za rezanje plastike ali lesa .

Rezanje cevi se lahko opravi z navadno žago za žago
.Za vstavitev lahko uporabite odsek cevi od tistih, ki ostanejo na predmetu, če so bili shranjeni največ 2 leti od datuma proizvodnje.cevi in tudi na mestu, kjer neposredna sončna svetloba ni prodrla. Datum izdelave se lahko določi z označevanjem cevi .
Če zahtevani odsek cevi ni na objektu, se je treba obrniti na organizacijo, specializirano za popravilo polipropilenskih cevi.
Nasvet!
Pomembno je, da se držijo pogoja skladnosti delovnega tlaka cevovoda in vložka, stopnje polipropilena pa lahko ustrezajo vrednosti. To dovoljuje elektrofuzijsko varjenje.
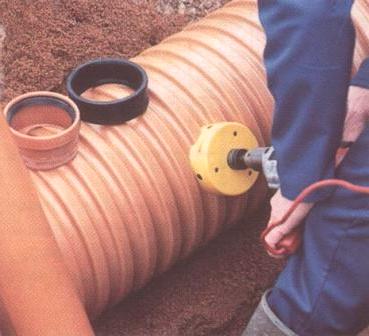
Lokacija elektrofuzije na cevi in varjenje
Na koncih cevi naredite posebne oznake, ki označujejo polovico širine sklopke, pripravite konce cevi v skladu s tehnologijo in namestite sklopke na njih. Po tem se vstavki vrnejo v položaj za vgradnjo s prejšnjimi oznakami.
Cev, ki je pod zemljo dolgo časa pod tlakom, se spreminja v konfiguraciji prečnega prereza, kot da bi bila sploščena. Pri ceveh velikega premera je to preveč resnih težav pri popravilih.
V takih primerih se uporablja zaokrożena blazinica z mehanskim ali hidravlićnim pogonom, ali pa uporabijo obićajno vtićnico v kombinaciji z montażnim pasom.
Načelo varjenja z elektrofuzijo
Pri nameščanju sklopke se ovalna cev izravnava. To se pogosteje pojavlja pri popravilih tankostenskih cevovodov.
Možno je uporabiti tudi cevi za ogrevanje, medtem ko uporabljate gradbeni sušilnik. Postati aplastike bolj usklajene .
Da bi se izognili poškodbam spiralne sklopke, se konci cevi posneta in poskušata zaščititi sklopko pred udarci v območje varilnih terminalov. Namestitev sklopke v položaj za vgradnjo, varjenje.
Po popravilu cevovoda iz polipropilena je treba sprejeti ukrepe za odpravo takih težav v prihodnosti. Najboljša rešitev, seveda, bo začetno upoštevanje tehnologije polaganja polipropilenskega cevovoda, ki izključuje pojav puščanja med celotnim garancijskim obdobjem cevi.